
À mesure que la tendance à l'électrification et à l'efficacité énergétique s'accélère, des secteurs comme l'automobile, l'électronique et l'éclairage, entre autres, augmentent leur demande en matériaux légers. Les composants légers améliorent les performances et l'efficacité tout en réduisant la consommation de ressources et les émissions. La fonderie sous pression permet de produire des composants à la fois résistants et légers avec une géométrie précise, mais l'assemblage de ces pièces entraîne des défis spécifiques.
Défis liés à l'assemblage des pièces moulées sous pression

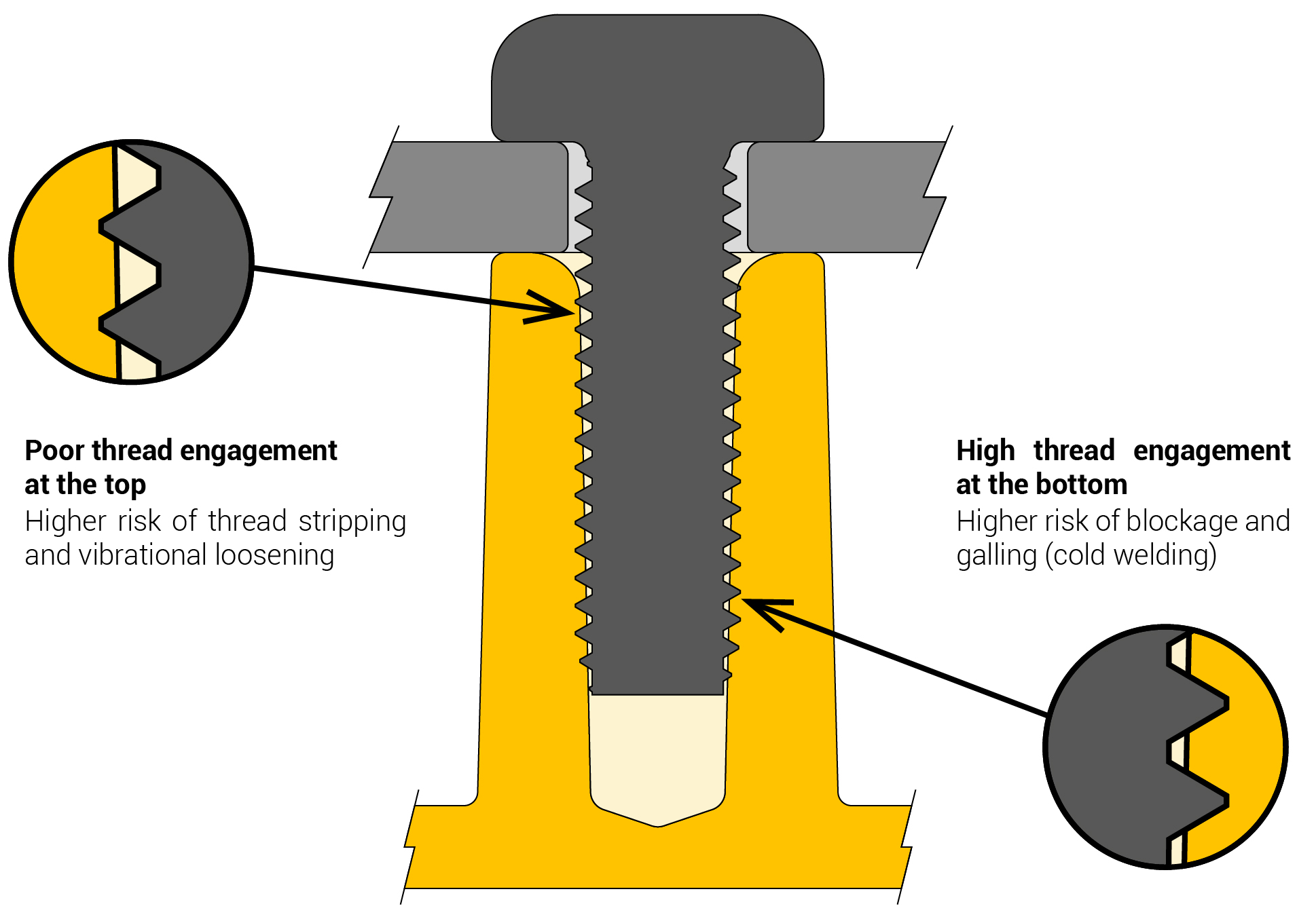
Blocage et arrachement de filets lors de l’installation
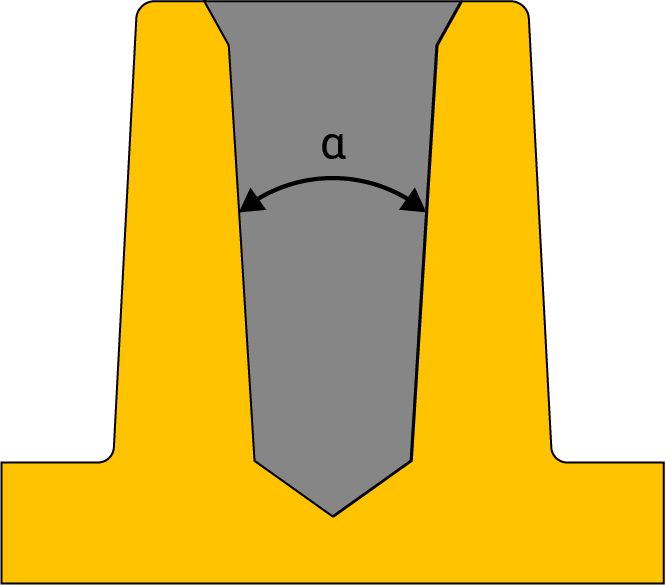
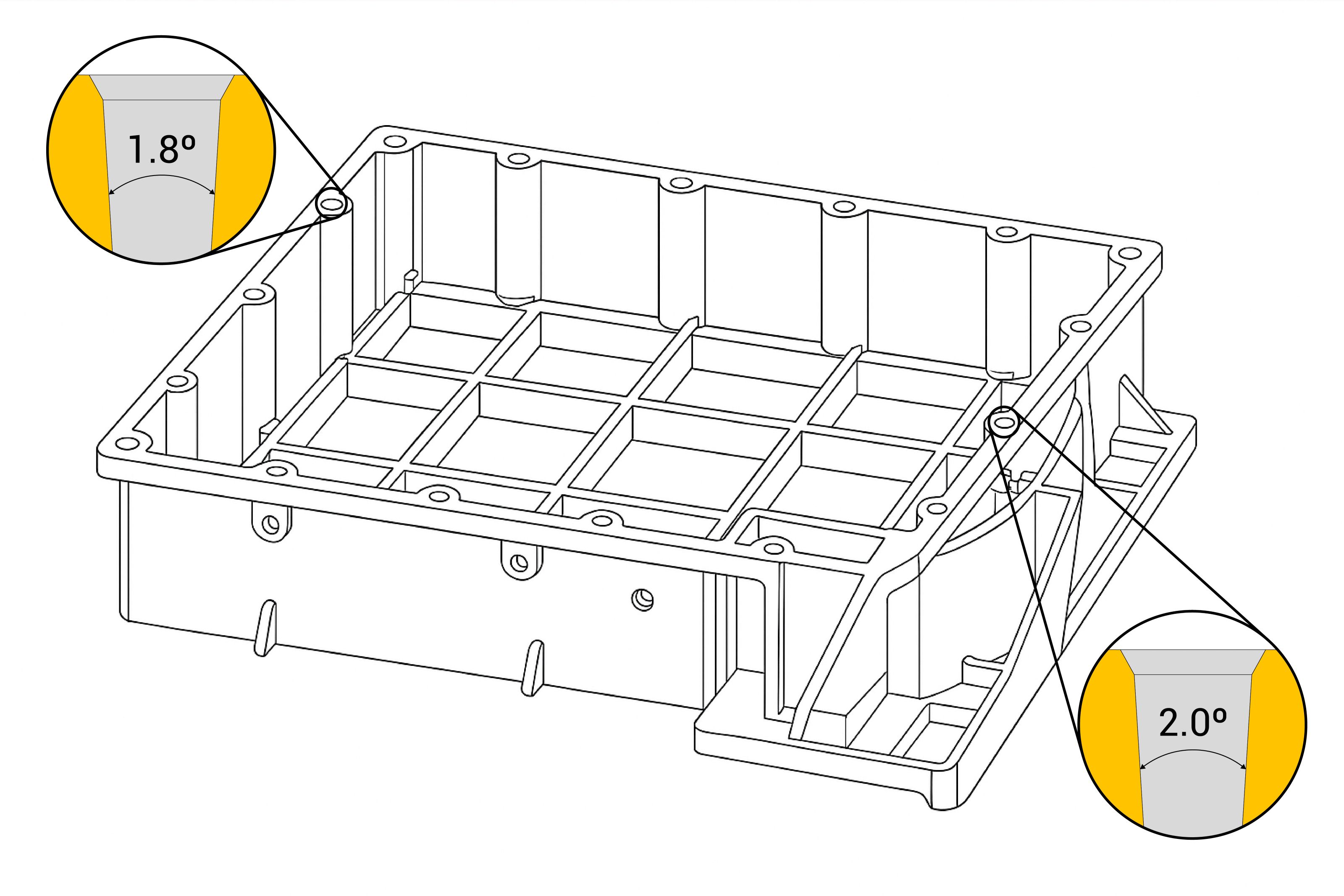
Angles de dépouille irréguliers dans les trous moulés sous pression
Les broches de noyau s’usent au fil du temps en raison de l’érosion provoquée par l’écoulement du métal en fusion, des cycles thermiques et de l’abrasion. Par conséquent, différentes broches peuvent s’user à des vitesses différentes et les angles de dépouille peuvent varier fortement, certaines zones dépassant 2° ou devenant irrégulières même au sein d’un même lot.
Solutions de contournement habituelles – mais peu efficaces
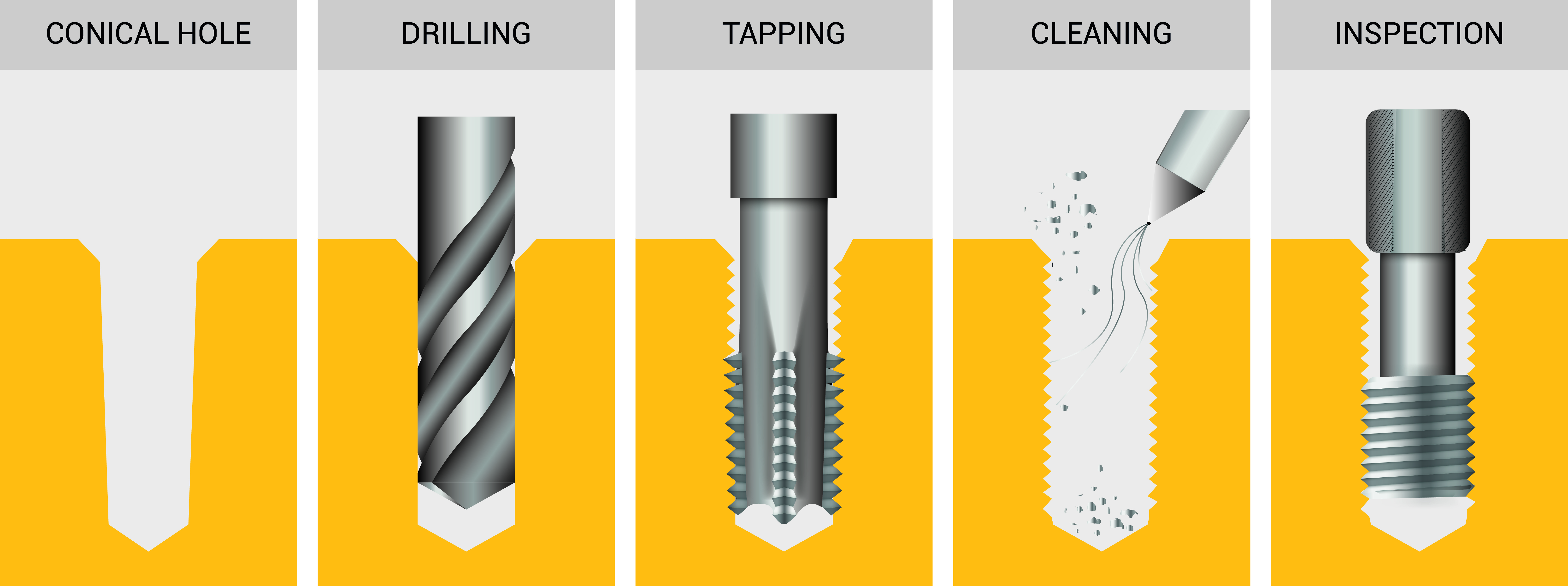
Perçage (et parfois taraudage) des trous
Augmente le coût d’assemblage en raison des opérations supplémentaires de perçage et de taraudage.
Surdimensionnement du trou conique
Aide à éviter le blocage, mais réduit la résistance à l’arrachement.
Application de lubrifiant supplémentaire sur les vis
Une lubrification supplémentaire aide à maîtriser le frottement, mais son effet est souvent irrégulier et peu efficace.
La solution pour un assemblage rapide et fluide des pièces moulées sous pression
Chez CELO, nous proposons des solutions de fixation spécialement conçues pour les assemblages moulés sous pression et adaptées à chaque application. Elles permettent de :
Réduire au minimum le risque de blocage des vis

Supprimer les opérations de perçage et de taraudage, afin de réduire le coût global d’assemblage
Réduire le risque d’arrachement de filets

Augmenter la résistance à l’arrachement et au desserrage sous l’effet des vibrations

Assurer un couple de serrage stable
Assurer une force de serrage fiable