La fuerza de compresión en una unión atornillada es la carga que actúa sobre los elementos de la unión para mantenerlos unidos y resistir cualquier carga externa que puedan sufrir. Estas cargas suelen ser vibraciones y/o tensiones, y pueden ser estáticas o dinámicas.
Cuando realizamos el ensamblaje de una unión atornillada, convertimos una rotación en desplazamiento. El par aplicado hace girar el tornillo que, debido a la hélice de su rosca, avanza axialmente en la unión hasta que la cabeza del tornillo se asienta. A partir de ese momento, el par aplicado genera una tensión en la dirección axial (carga del tornillo). Esta tensión se transmite a las piezas, comprimiéndolas.
Fig. 1 Ejemplo de ensamblaje sobre plástico
¿Cuánta fuerza de compresión necesito en mi ensamblaje?
Es importante destacar que la fuerza de compresión debe ser adecuada para garantizar una unión segura y resistente. Si la fuerza de compresión es insuficiente, una carga externa suficientemente elevada podría separar las piezas, lo que resultaría en una unión débil e inestable. Esto podría llevar a roturas prematuras o fallos debido a la pérdida de estanqueidad. Por otro lado, si la fuerza de compresión es excesiva, pueden producirse deformaciones plásticas en las piezas o incluso fisuras, lo que eventualmente resultaría en roturas o fugas. (Ver Fig. 2)
Habitualmente, consideramos las uniones en términos de energía, de manera que una fuerza aplicada a lo largo del tiempo, como ocurre con el par durante el apriete, introduce energía en la unión. Esta energía se almacena en forma de compresión y es la que permite resistir las cargas externas.
Cabe señalar que la transferencia de energía en uniones atornilladas es bastante ineficiente, ya que se pierde mucha energía debido a la fricción de los componentes que se deslizan entre sí. Un control de las condiciones de fricción es importante para poder determinar la compresión final transmitida a la unión.
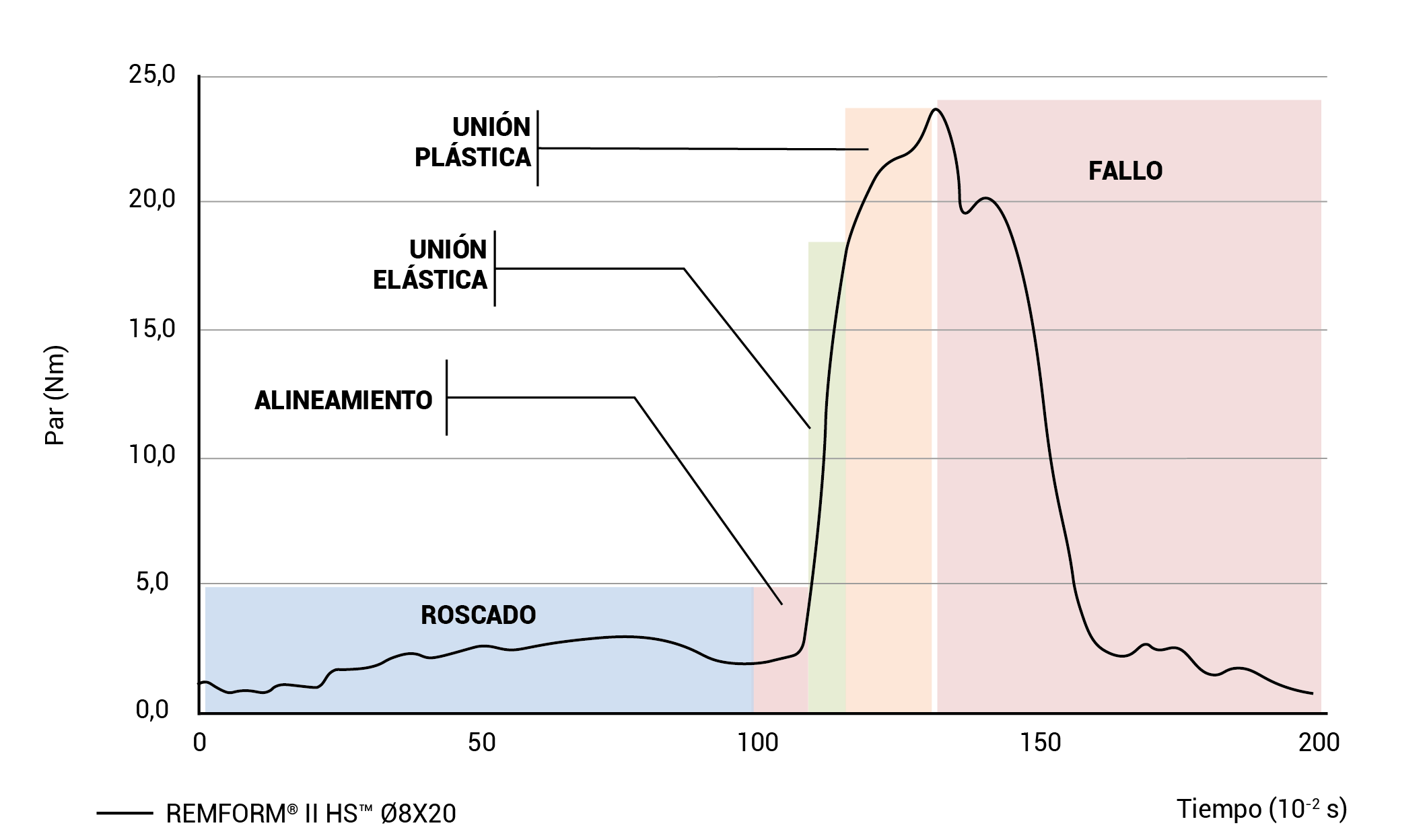
Fig. 2 Curva de par para uniones en plástico
¿Tienes alguna pregunta o duda? Estamos aquí para ayudarte.
El hecho de aplicar una par de apriete más elevado, no garantiza una mayor fuerza de compresión. Para determinar la fuerza de compresión adecuada implica tener en cuenta varios factores importantes:
Par de apriete: la fuerza de torsión que aplicamos sobre el tornillo es el factor principal para obtener compresión.
Coeficiente de fricción del recubrimiento: un porcentaje del par aplicado se pierde por la fricción del tornillo con los materiales en contacto. Por lo tanto, cuanto mayor sea el coeficiente de fricción del recubrimiento, menor será la compresión ejercida en el ensamblaje, a un mismo valor de par. (Ver Fig. 3)
Eficiencia de la impronta: la impronta transmite el par desde el atornillador al tornillo. Cuanto más eficiente sea la impronta, mayor transmisión de par de apriete y, en consecuencia, mayor compresión del ensamblaje. La impronta TORX PLUS® necesita un par inferior a las improntas Philips o Pozidrive para proporcionar la misma compresión.
Geometría de la rosca: el diseño de la rosca también influye notablemente en la conversión par-compresión. En general, cuanto más fino es el paso de rosca, mayor es la compresión, a un mismo valor de par, pero esta puede verse mermada por el aumento de la fricción durante el apriete.
¿Cómo se mide la fuerza de compresión de un ensamblaje?
Existen técnicas precisas para medir la fuerza de compresión en una unión pero puede ser complicado ya que la mayoría de los sensores se deben ubicar en el interior de la unión. Recuperar el sensor resulta en este caso un serio inconveniente en procesos industriales. Por este motivo, se suele caracterizar la compresión de manera indirecta, midiendo el par. El par es proporcional a la compresión aplicada y lo podemos medir externamente a la unión. Es por esta razón que, para lograr una fuerza de compresión óptima, es necesario utilizar técnicas adecuadas de apriete de los tornillos.
Fig. 4 Medición de la compresión utilizando una célula de carga
CELO recomienda utilizar herramientas de apriete adecuadas, como llaves dinamométricas o atornilladores de control electrónico, para garantizar un par de apriete óptimo.
Nuestros ingenieros de aplicaciones pueden ayudarle en la estimación de la fuerza de compresión en su unión y los métodos apropiados de apriete para conseguirla. No dude en contactarnos para recibir nuestro soporte técnico.