Kruchość Wodorowa
Nieoczekiwane awarie śrub powodują uszkodzenie produktu końcowego i wysokie koszty. Istnieje wiele przyczyn, które mogą powodować pęknięcie śruby, a kruchość wodorowa może być jedną z nich.
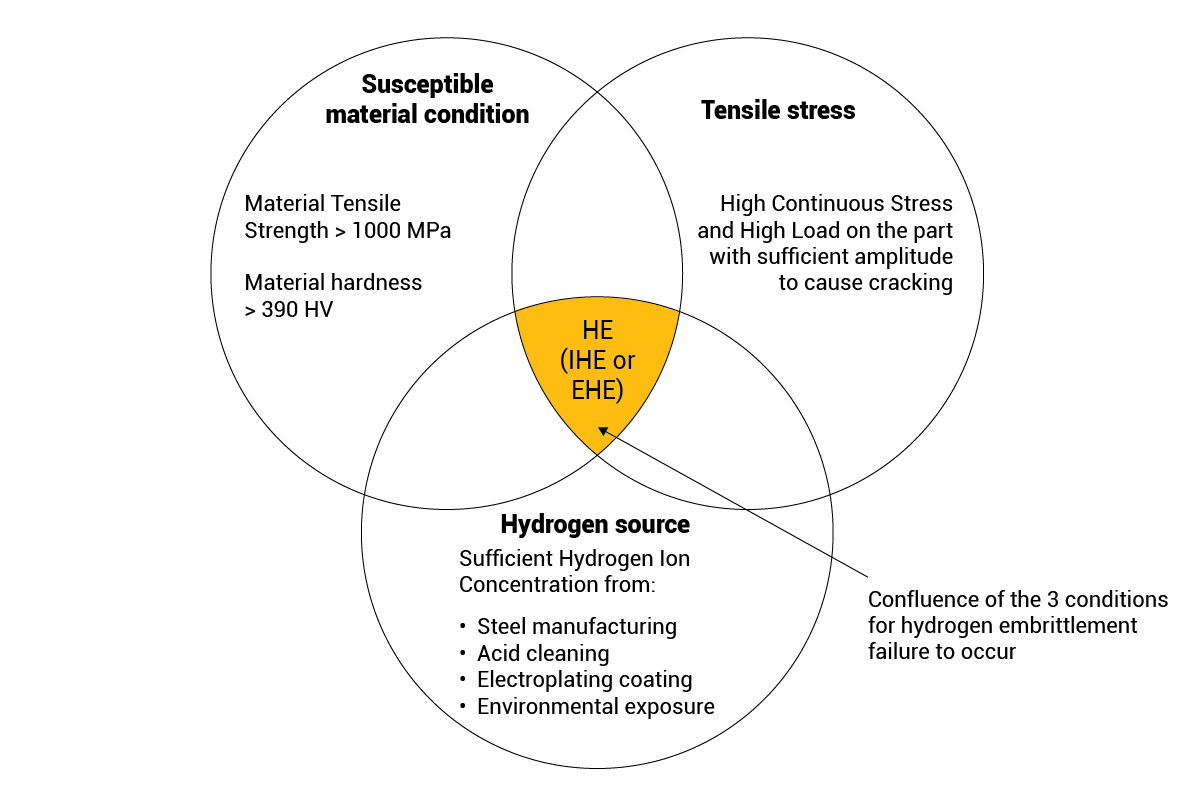
Kruchość wodorowa (HE) to trwała utrata ciągliwości metalu lub stopu spowodowana okluzją atomów wodoru w strukturze. To, w połączeniu z obciążeniem lub naprężeniem rozciągającym, może prowadzić do kruchego pęknięcia po pewnym czasie (pęknięcie opóźnione).
Opóźniona awaria może wystąpić kilka godzin lub kilka dni po instalacji, bez widocznych oznak. Nie dzieje się to od razu po instalacji ani kilka miesięcy później.
Kruchość wodorowa jest podzielona na dwa główne typy w oparciu o źródło wodoru: wewnętrzna kruchość wodorowa (IHE) i środowiskowa kruchość wodorowa (EHE). Wewnętrzna kruchość wodorowa jest powodowana przez wodór resztkowy zaabsorbowany podczas produkcji stali i/lub z etapów przetwarzania, takich jak czyszczenie kwasem i proces galwanizacji.
Środowiskowa kruchość wodorowa jest powodowana przez wodór wprowadzany do metalu ze źródeł zewnętrznych, gdy jest on poddawany naprężeniom, takim jak eksploatowane elementy złączne.

Menu
Jak przebiega proces kruchości wodorowej?
Kruchość wodorowa zachodzi zazwyczaj w 3-etapowym procesie:
1. Absorpcja wodoru:
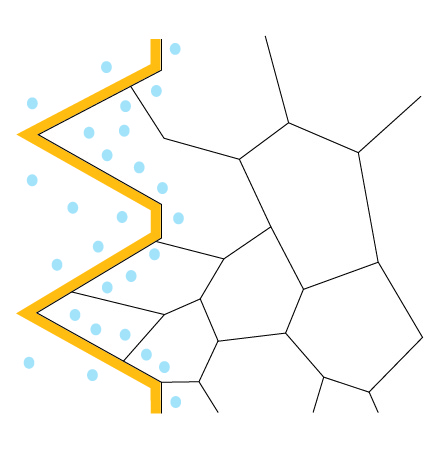
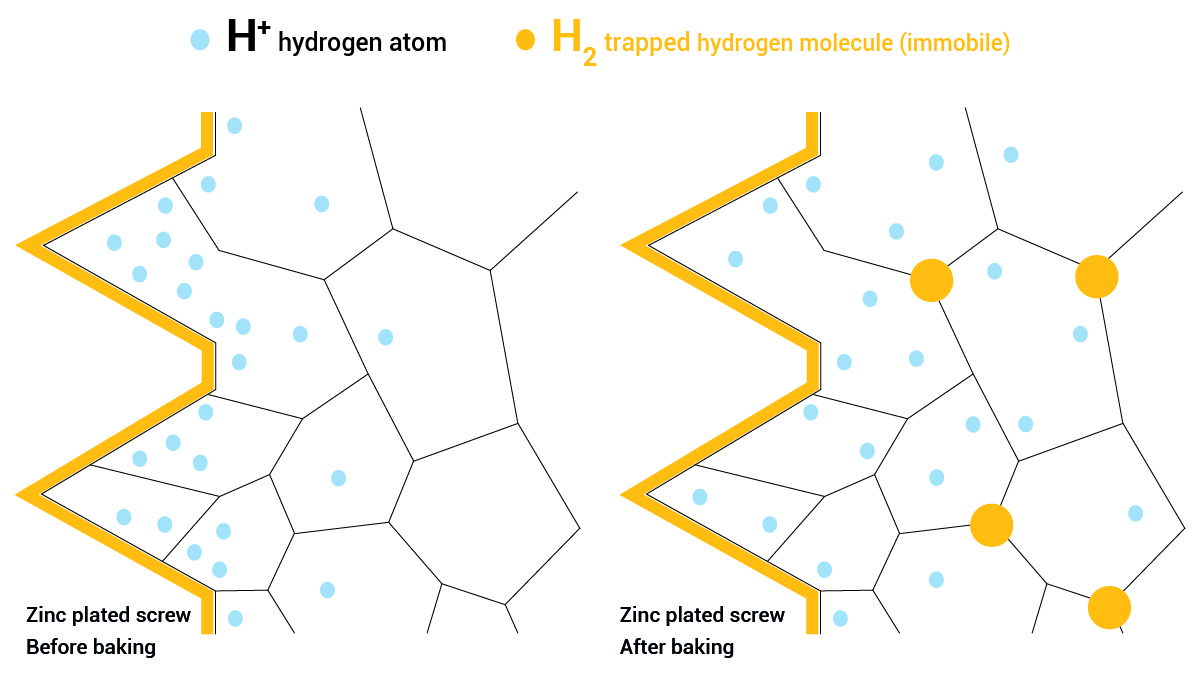
W temperaturze pokojowej atomy wodoru mogą być absorbowane przez stopy stali węglowej podczas różnych procesów, takich jak proces produkcyjny związany z czyszczeniem kwasem, galwanizacją lub narażeniem na środowisko zawierające wodór.
2. Dyfuzja:
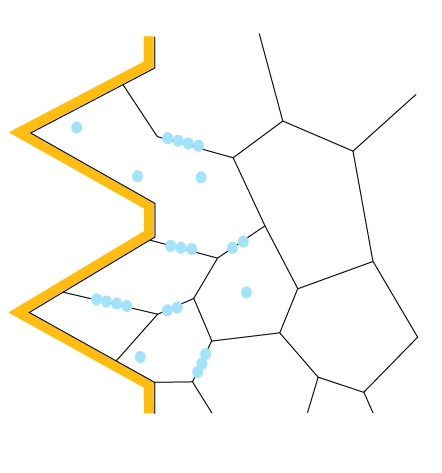
Zaabsorbowane atomy wodoru są wysoce mobilne i mogą dyfundować do obszarów największych naprężeń, takich jak granice ziaren, dyslokacje, wtrącenia... Wodór tworzy puste przestrzenie na granicach ziaren metalu. Rezultatem dyfuzji wodoru do materiału jest utrata plastyczności, co czyni go bardziej kruchym i podatnym na pękanie.
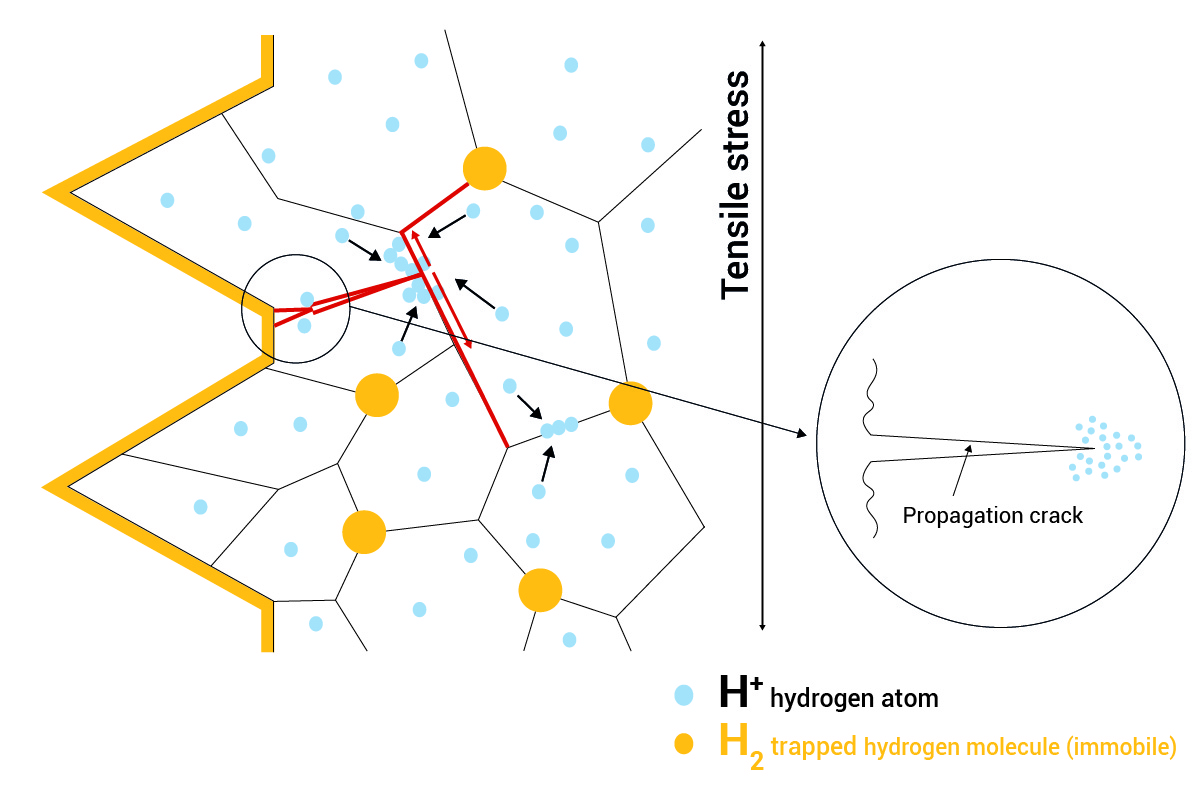
3. Kruchość:
Po odpowiednim czasie, gdy śruba jest narażona na wysokie naprężenia rozciągające, puste przestrzenie wywierają dodatkowy nacisk na ziarna metalu, tworząc początkowe pęknięcia, które rosną wzdłuż osłabionych granic ziaren, aż w końcu śruba pęka. Proces ten znany jest jako pękanie międzykrystaliczne.
Jak CELO może pomóc w zapobieganiu kruchości wodorowej w Twoim procesie montażu?
Uszkodzenie spowodowane kruchością wodorową zdarza się w sposób nieprzewidywalny. Aby temu zapobiec, należy podjąć wysiłki na etapie projektowania i produkcji.
Inżynierowie aplikacji CELO mogą pomóc naszym klientom w zapobieganiu kruchości wodorowej w ich podezespołach montażowych poprzez:
Zalecanie materiału o mniejszej podatności na HE.
Optymalizacja konstrukcji złącza w celu zmniejszenia naprężeń rozciągających, ścinających i zginających.
Wybór najbardziej odpowiedniej powłoki dla śruby, która spełnia wymagania antykorozyjne i zmniejsza ryzyko kruchości wodorowej w zespołach montażowych.
Wiele popularnych powłok, takich jak cynkowanie (ASTMB633), tworzy barierę wokół śruby, która nie pozwala na łatwą dyfuzję wodoru poza śrubę. Bardziej porowate powłoki zapewniają większą dyfuzję wodoru, minimalizując ryzyko kruchości.
TEST wykrywający kruchość wodorową
Międzynarodowa norma ISO 15330:1999 opisuje procedurę wykrywania występowania kruchości wodorowej śrub w temperaturze pokojowej. Celem tego testu jest wprowadzenie poziomu naprężenia, który może przyspieszyć proces kruchości i ujawnić podatność na pękanie wywołane wodorem. /p>
W CELO przeprowadzamy ten test w naszym laboratorium. Należy go zamówić z wyprzedzeniem i poprosić o niego podczas procesu projektowania śruby.