Wasserstoffversprödung
Das unerwartete Versagen von Schrauben hat schwerwiegende Auswirkungen auf das Endprodukt und kann erhebliche Kosten verursachen.
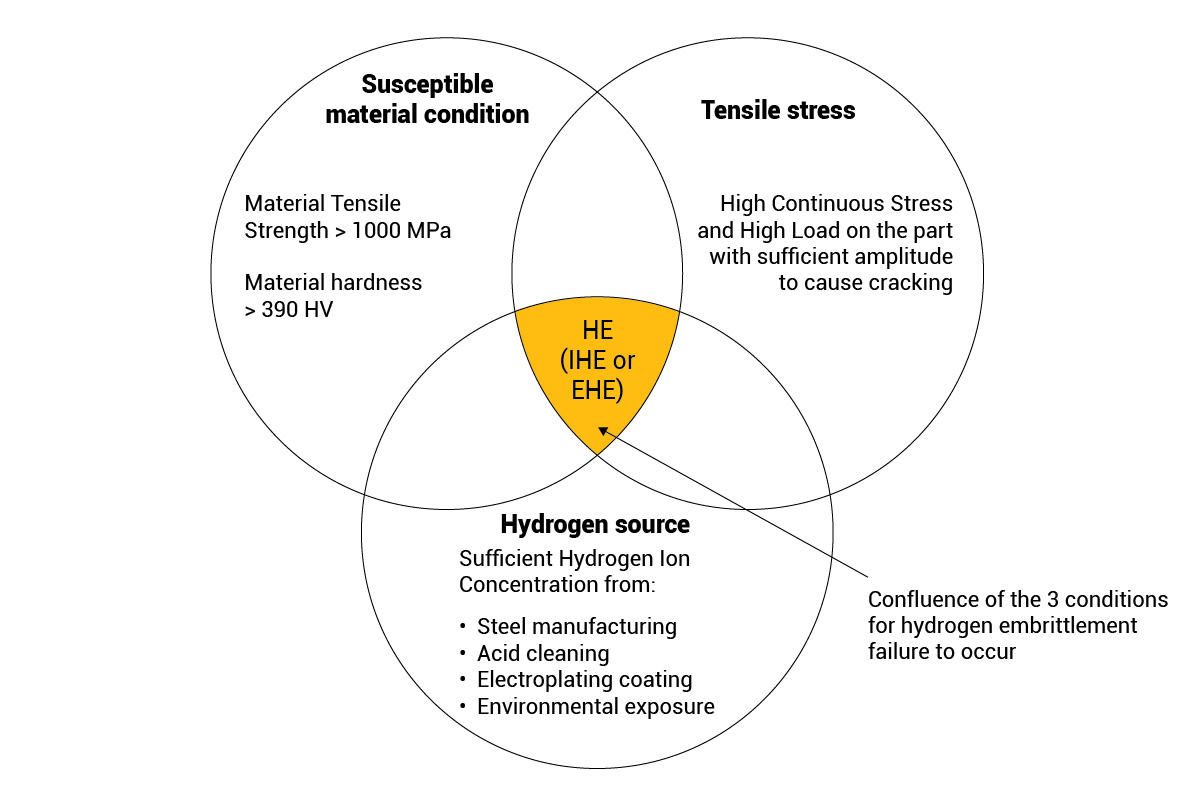
Wasserstoffversprödung bezeichnet den dauerhaften Verlust der Duktilität eines Metalls oder einer Legierung aufgrund von eingedrungenen Wasserstoffatomen im Gefüge. Unter Belastungen, insbesondere bei hohen Zugspannungen, kann dies zu einem spröden Bruch (verzögerter Bruch) führen.
Dieses Versagen kann sowohl kurz nach der Montage als auch Monate, oder sogar Jahre später auftreten, ohne dass äußerlich sichtbare Anzeichen vorhanden sind.
Wasserstoffversprödung wird in zwei Haupttypen unterteilt, je nachdem, woher der Wasserstoff stammt. Die interne Wasserstoffversprödung (Internal Hydrogen Embrittlement, IHE) wird durch Restwasserstoff verursacht, der während der Stahlherstellung oder Verarbeitungsschritte wie Beizen und Galvanisierung absorbiert wird. Umweltbedingte Wasserstoffversprödung (Environmental Hydrogen Embrittlement, EHE) hingegen kann durch von außen in das Metall eindringenden Wasserstoff verursacht werden.
Es ist wichtig, Maßnahmen zu ergreifen, um die Wasserstoffversprödung zu verhindern und das Risiko des Schraubenversagens zu minimieren. Dies kann eine sorgfältige Materialauswahl, die Kontrolle der Herstellungsprozesse und die Vermeidung von Wasserstoffquellen umfassen. Eine umfassende Kenntnis der Wasserstoffversprödung und der geeigneten Gegenmaßnahmen ist entscheidend, um die Zuverlässigkeit und Langlebigkeit von Baugruppen zu gewährleisten.

Menu
Wie läuft der Prozess der Wasserstoffversprödung ab?
Die Wasserstoffversprödung erfolgt in der Regel durch einen 3-stufigen Prozess:
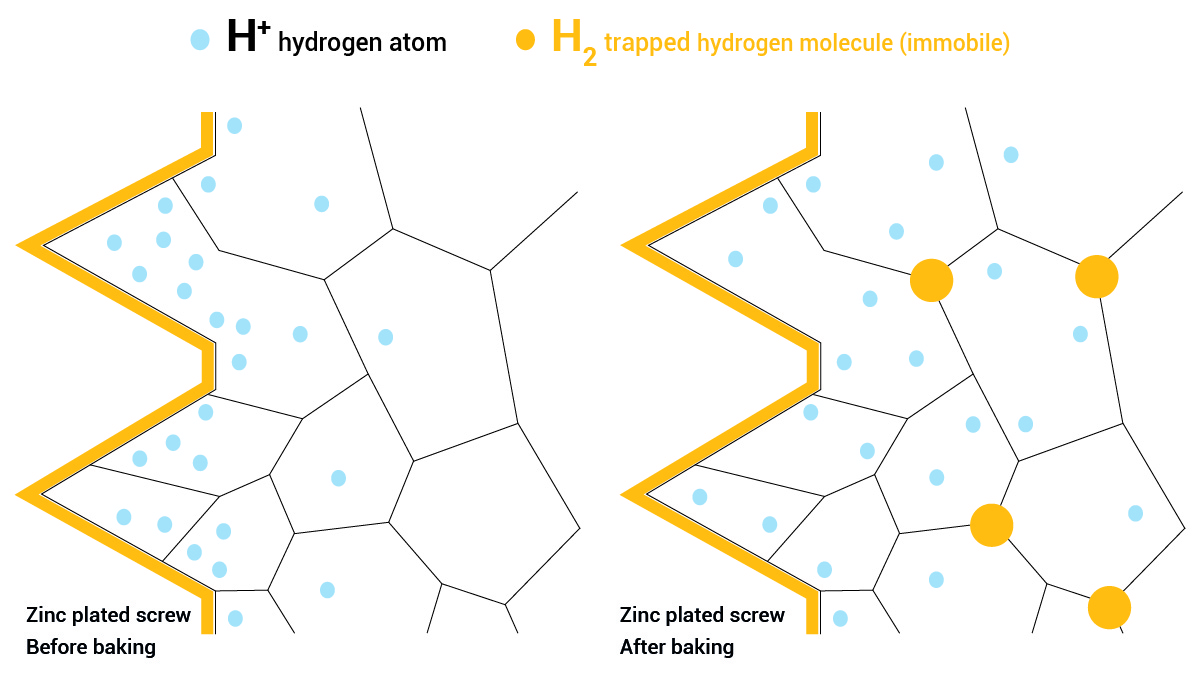
1. Wasserstoffabsorption:
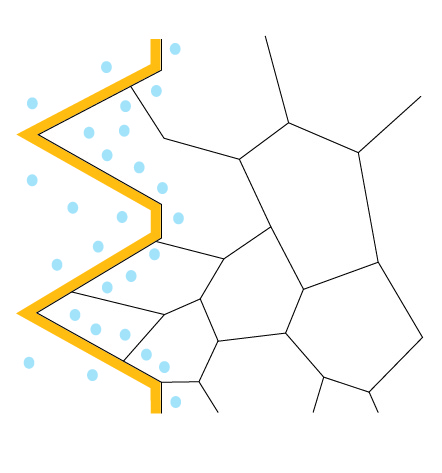
Bei Raumtemperatur können Kohlenstoffstahllegierungen Wasserstoffatome während verschiedener Herstellungsprozesse absorbieren, wie beispielsweise durch Säurereinigung, Galvanisierung oder Exposition gegenüber wasserstoffhaltigen Umgebungen.
2. Diffusion:
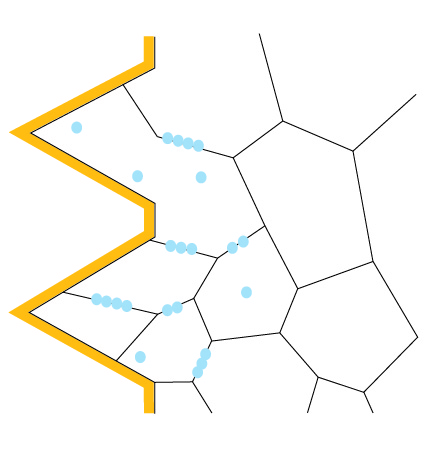
Die absorbierten Wasserstoffatome sind äußerst mobil und diffundieren insbesondere in Bereiche mit hohen Spannungen im Bauteil, wie beispielsweise Korngrenzen, Versetzungen oder Einschlüsse. An den Metallkorngrenzen bilden sich Hohlräume durch den Wasserstoff. Die Diffusion von Wasserstoff in das Material führt zu einem Verlust an Duktilität. Dabei wird das Material spröder und anfälliger für Rissbildung.
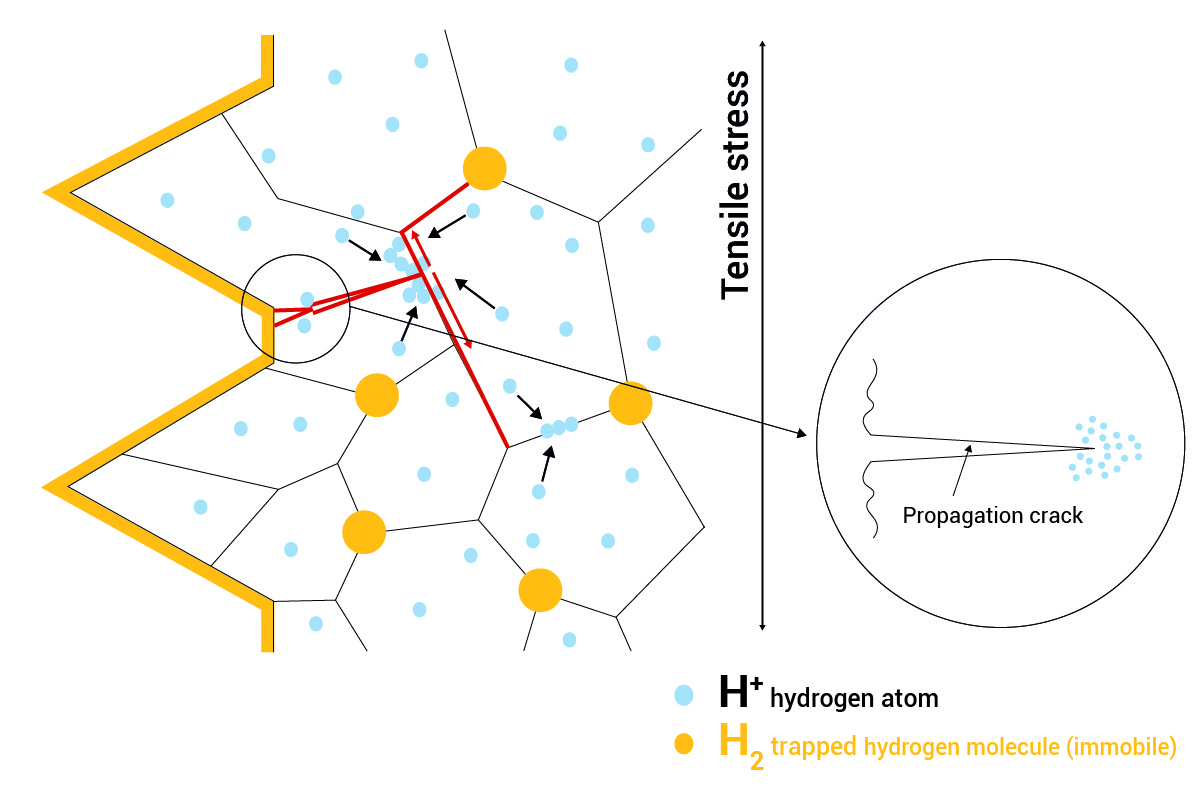
3. Versprödung:
Nach längerer Einwirkung hoher Zugspannungen auf die Schraube üben die entstandenen Hohlräume zusätzlichen Druck auf die Metallkörner aus. Dadurch entstehen erste Risse, die entlang der geschwächten Korngrenzen weiterwachsen, bis ein Bruch der Schraube erfolgt.
Wie CELO dabei helfen kann, Wasserstoffversprödung in Ihren Baugruppen zu verhindern
Die Anwendungsingenieure von CELO stehen Ihnen zur Seite, um das Auftreten von Wasserstoffversprödung in Ihren Baugruppen zu verhindern. Wir bieten folgende Unterstützung:
Empfehlung von Werkstoffen mit geringerer Anfälligkeit für Wasserstoffversprödun.
Optimierung der Baugruppe, um Zug-, Scher- und Biegespannungen zu reduzieren.
Auswahl der geeigneten Schraubenbeschichtung, die den Korrosionsanforderungen entspricht und das Risiko der Wasserstoffversprödung verringert. Porösere Beschichtungen ermöglichen eine effektivere Wasserstoffdiffusion und minimieren das Risiko.
TEST zum Nachweis von Wasserstoffversprödung
Der Nachweis der Wasserstoffversprödung von Schrauben bei Raumtemperatur kann anhand der internationalen Norm ISO 15330:1999 durchgeführt werden. Dieser Test führt ein Spannungsniveau ein, welches den Versprödungsprozess beschleunigt und die Anfälligkeit für wasserstoffinduzierte Rissbildung bestimmt. Bei CELO bieten wir diesen Test in unserem Labor an.