CELO, global industrial fasteners and screw manufacturer
-
Back
 Menu
Menu -
 en
en

When to choose TAPTITE II® screw?
TAPTITE II® thread rolling screws create a high-performance nut into steel and light alloys and offer great opportunities to reduce costs, since it eliminates the need to pre-tap and its associated cost.
TAPTITE II® screws are the solution for:
- Assemblies that require a low threading torque.
- Assemblies that require pull-out and vibration loosening resistance.
How does it work?
Only 15% of all assembly costs corresponds to the screws. TAPTITE II® screws are specially designed to reduce the remaining 85%.
- TAPTITE II® screws create a resistant and uniform thread into untapped holes with the tolerance of a machine thread.
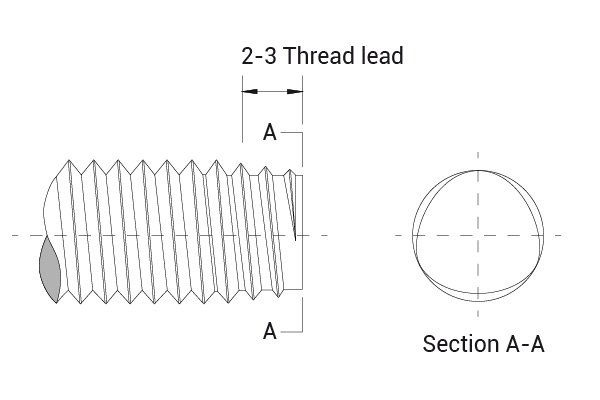
- During thread forming process, TRILOBULAR® design reduces friction and allows for more ergonomic assembly torque.
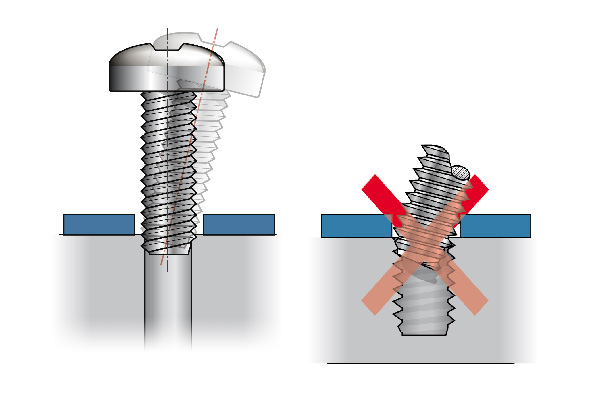
- Progressive point allows for excellent axial alignment, requiring very low end load.
- Thread forming by material lamination avoids chips creation.
- Material displaced during threading flows to fill the space between the lobes and eliminates the tolerance between the screw and the nut member.
Benefits
- It reduces assemblies’ overall costs. It eliminates the need to pre-tap and all the associated costs when using machine screws.
- Thread is formed by lamination to avoid chips and ensure a high pull-out and stripping resistance.
- Low threading torque and perfect axial alignment.
- High prevailing torque ensures clamping and vibration loosening resistance.
- The nut created is compatible with machine screws.
Downloads & Services
Screw design specifications
Apart from the references available in stock, we produce customized screws to fit your exact requirements. To improve their functionality, TAPTITE II® screws can be produced under different head types, recess, dimensions and coating configurations.
For further information on options available, please contact our application engineers.

Products in stock

TT85T
TAPTITE II® Zinc plated screw, Pan head TORX®
Go to the product
TT85Z
TAPTITE II® Zinc plated screw, Pan head POZI
Go to the product
TT65T
TAPTITE II® Zinc plated screw, Countersunk head TORX®
Go to the product
TT65Z
TAPTITE II® Zinc plated screw, Countersunk head POZI
Go to the product
TT78
TAPTITE II® Zinc plated screw, Hexagonal flange head
Go to the product
TT22T
TAPTITE II® Zinc plated screw, Pan head conical washer, TORX®
Go to the product
TT12
TAPTITE II® Zinc plated screw, Cylindrical socket head
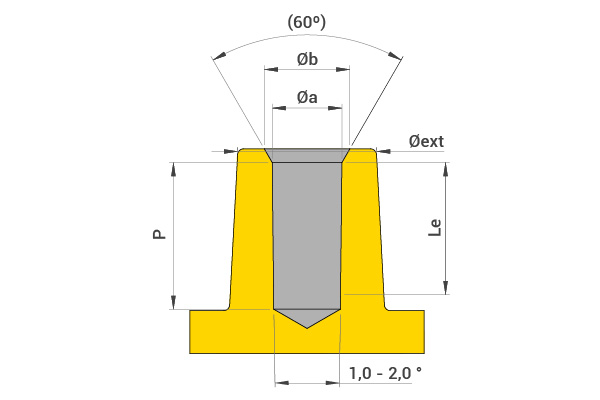
Go to the productPilot hole diameter guidelines
In order to ensure a safe installation and stable clamping force, it's relevant to pay attention to the pilot hole diameter.
The recommended dimensions for core hole diameter and length of engagement are available at Design Guidelines.