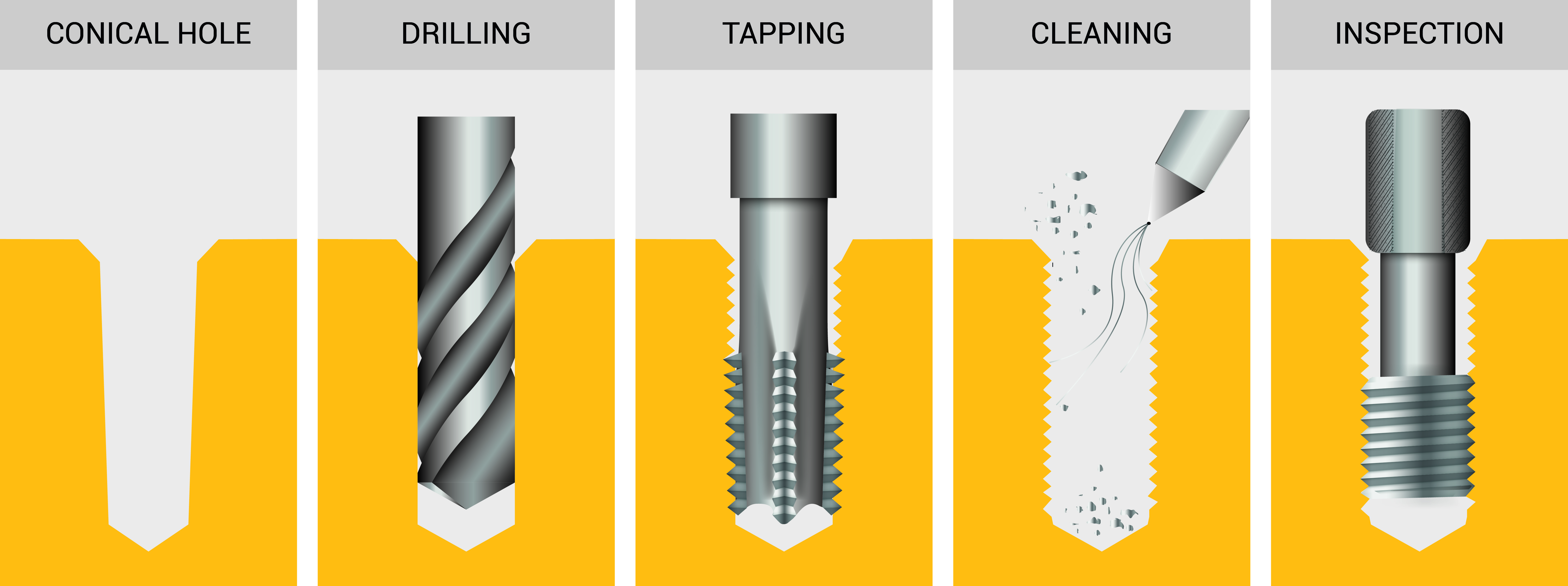


Drilling (and sometimes tapping) the holes
Increases assembly cost due to the additional drilling and tapping operations.

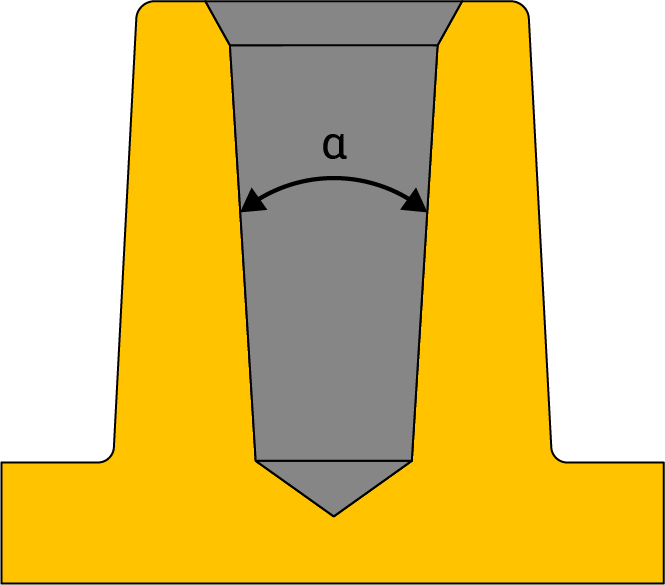
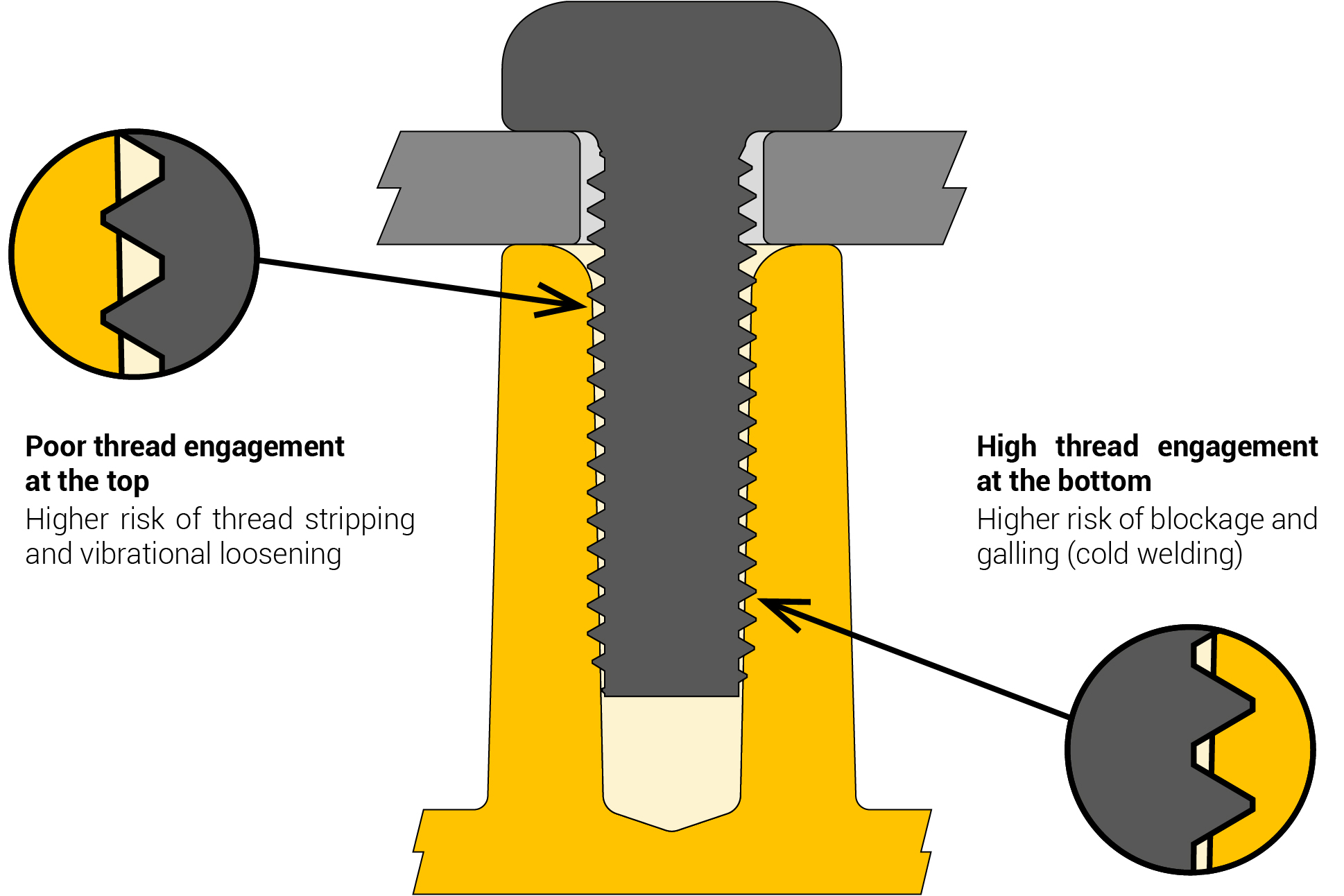
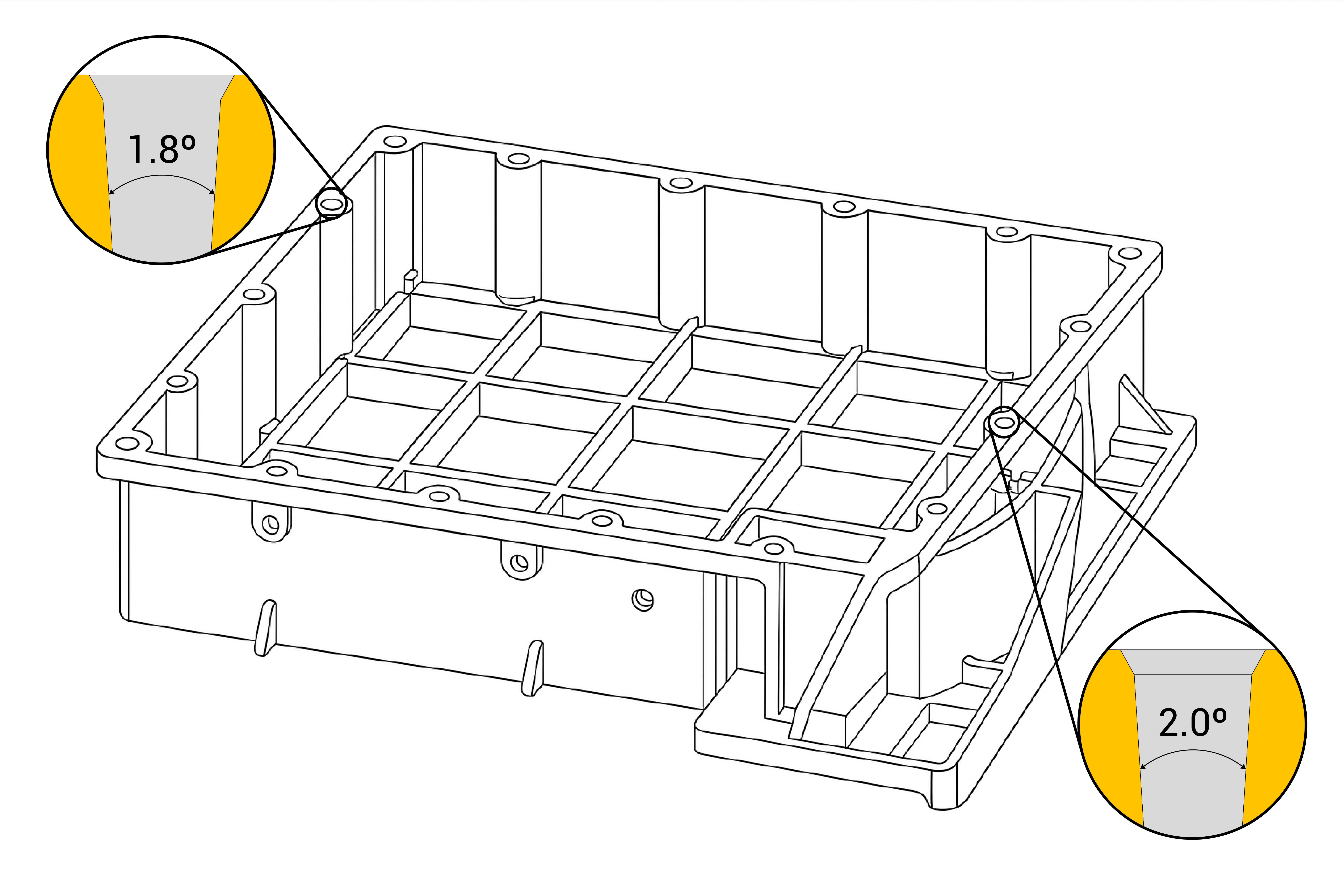
Oversized conical holes
Helps prevent blockage, but reduces stripping resistance.

Applying extra lubricant on the screws
Extra lubrication helps to control friction, but its effect is often inconsistent and inefficient.